




























Comparaison technique : bandes dures semi-automatiques et manuelles pour les outils pétroliers
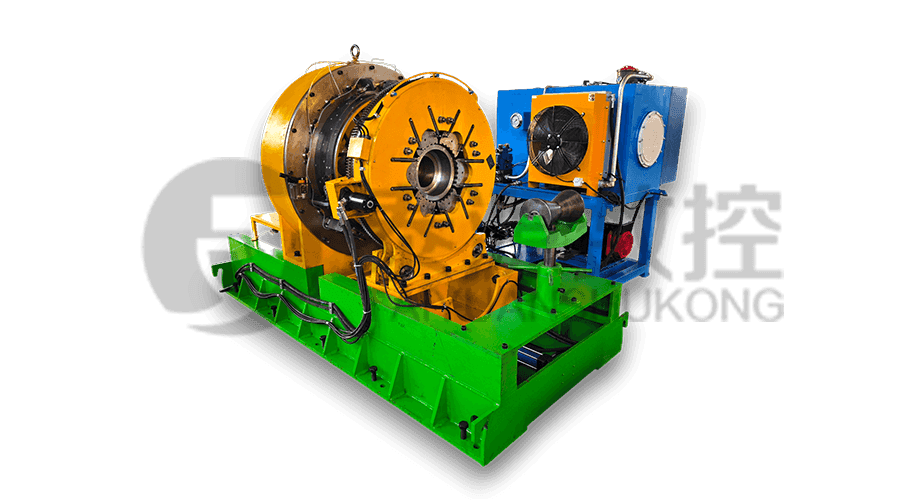
Dans les environnements exigeants de l’industrie pétrolière et gazière, le revêtement dur du centre des tiges de forage est essentiel pour atténuer l’usure des parois du tubage et des puits de forage. Bien que le soudage manuel ait des racines historiques, l’évolution vers des machines spécialisées a redéfini les normes d’intégrité métallurgique. Machine-outil CNC Jiangsu Taiyuan Co., Ltd. , base nationale de production d'équipements pétroliers, fabrique les Machine à souder semi-automatique spécialement conçu pour le cerclage des joints et des centralisateurs de tiges de forage. En utilisant des procédés de soudage sous protection gazeuse désoxydée, Machine-outil CNC Jiangsu Taiyuan Co., Ltd. garantit une liaison haute résistance et résistante à l'usure que les méthodes manuelles ont du mal à reproduire de manière cohérente.
Différences critiques dans l’exécution du hardbanding
La transition technique des systèmes manuels vers les systèmes semi-automatiques impacte la longévité structurelle du train de tiges :
- Uniformité du dépôt : Le soudage manuel est sensible à la fatigue humaine, entraînant des variations de hauteur et de largeur des cordons. Le Machine à souder semi-automatique utilise un mécanisme de rotation synchronisée et un dévidage automatique du fil pour assurer une bande parfaitement uniforme, ce qui évite les concentrations de contraintes localisées.
- Intégrité du blindage contre les gaz : La protection contre les gaz désoxydés nécessite un débit stable pour éviter la contamination atmosphérique. Les systèmes semi-automatiques maintiennent une distance constante entre les buses, garantissant que le bain de fusion reste pur et exempt de porosité, ce qui est vital pour les applications à haute résistance.
- Contrôle thermique : La surchauffe lors du soudage manuel peut altérer la métallurgie de la tige de forage, conduisant à une fragilité. Machine-outil CNC Jiangsu Taiyuan Co., Ltd. L'équipement fournit une puissance motrice élevée avec un contrôle précis de l'apport de chaleur, préservant les propriétés mécaniques du métal de base.
Comparaison des paramètres techniques : soudage semi-automatique et manuel
Le tableau suivant illustre pourquoi Machine-outil CNC Jiangsu Taiyuan Co., Ltd. se concentre sur des solutions semi-automatiques spécialisées pour les services professionnels pétroliers :
| Métrique technique | Bande dure manuelle | Série semi-automatique Taiyuan |
|---|---|---|
| Type de processus | Arc/bâton manuel | Soudage sous protection gazeuse désoxydée |
| Consistance du cordon de soudure | Faible (dépend de l'opérateur) | Élevé (précision mécanique) |
| Efficacité de production | Norme | Élevé (cycle continu) |
| Rigidité de la base de la machine | N/D | Excellent (rigidité du lit en fonte) |
| Temps de rétention de précision | Minime | Long terme (composants de haute technologie) |
| Points de défaillance | Élevé (Erreur humaine) | Peu (Structure simple et robuste) |
À propos de Machine-outil CNC Jiangsu Taiyuan Co., Ltd.
Créée en 2003 dans la ville de Taixing, la « ville natale du Ginkgo » près du fleuve Yangtze, Machine-outil CNC Jiangsu Taiyuan Co., Ltd. s'étend sur 24 800 m² et constitue une base de production vitale pour l'industrie des équipements pétroliers. L'entreprise propose une large gamme de machines spécialisées, notamment lignes de production de tiges de forage, tours à filetage de tuyaux CNC et centralisateur de tiges de forage, machines de surfaçage de bandes résistantes à l'usure . Avec la certification du système qualité ISO, leurs produits sont largement utilisés par des géants de l'industrie comme Shanghai Baosteel, Shandong Shengli Oilfield et des entreprises internationales aux États-Unis, au Japon et en Algérie. Connu pour sa puissance motrice élevée et sa forte spécificité, Machine-outil CNC Jiangsu Taiyuan Co., Ltd. reste engagé dans la spécialisation des équipements énergétiques et l’excellence mondiale.
FAQ de l'industrie
-
Pourquoi la protection contre les gaz désoxydés est-elle importante pour les tiges de forage ?
Lors du surfaçage des courroies résistantes à l'usure, l'oxygène piégé peut provoquer des microfissures. Le Machine à souder semi-automatique de Machine-outil CNC Jiangsu Taiyuan Co., Ltd. utilise des mélanges de gaz spécifiques pour désoxyder le bain de fusion, garantissant ainsi que la bande dure est de haute résistance et capable de résister au couple élevé du forage de puits profonds.
-
Comment la rigidité du lit affecte-t-elle la qualité du soudage ?
Tout comme notre tours à filetage de collier de forage , les unités de soudage nécessitent une fondation stable. La bonne rigidité et la structure simple des machines de Machine-outil CNC Jiangsu Taiyuan Co., Ltd. éviter les vibrations pendant le cycle de soudage, ce qui est crucial pour obtenir une répartition uniforme des matériaux résistants à l'usure.
-
Quelles industries bénéficient des machines spécialisées de Taiyuan ?
Nos produits sont largement utilisés dans les champs pétrolifères, la géologie, les industries minières et chimiques. Qu'il s'agisse d'un fraiseuse à rotor de pompe à vis ou un machine à fileter les tuyaux à coque courbée , nous fournissons une efficacité de production élevée et une qualité fiable aux utilisateurs du monde entier.
